


ВњЦЗЗжРр
永盈彩票 ФњжЛашвЛИіЕчЛАЮвУЧНЋЬсЙЉзюКЯЪЪЕФВњЦЗЃЌШУФњЛЈзюЩйЕФЧЎЃЌДяЕНзюКУЕФаЇЙћ
- ШЋЙњЭГвЛЗўЮёШШЯп
- 13316234222
ГЩЙІАИР§











ШЋЙњЭГвЛЗўЮёШШЯпЃК
永盈彩票 13316234222
гРгЏВЪЦБ
СЊЯЕШЫЃКеТаЁНу
ЪжЛњЃК13316234222
永盈彩票гЪЯфЃК414336688@qq.com
永盈彩票ЭјжЗЃКkehaojixie.com
ЕижЗЃКЙужнЪаФЯЩГЧјКсСЄеђЖЋвЛТЗвЛНж3КХ
КИНгЭфЭЗ
- зЩбЏШШЯпЃК13316234222
-



-
ВњЦЗЯъЧщ
КИНгЭфЭЗМДЮЊЁАЯКУзЭфЁБЃЌЫќПЩдкЙмЕРЩЯЛђИжАхЩЯЧаИюЯТСЯКѓКИжЦЖјГЩЃЌЦфЙцИёПЩЮЊКмДѓЁЃЭфЕФНкЪ§гыЭфЧњАыОЖгЩжЦзїепздгЩШЗЖЈЁЃКИНгЭфВЛКмдВЫГЃЌСНепЕФЭфЧњАыОЖОљВЛДѓЃЌвЛАуЮЊЙмЕРжБОЖЕФ1БЖзѓгвЁЃЦфНсЙЙКЭЙЄвеСїГЬШчвдЯТЃК
1ЁЂНсЙЙЃК
КИНгЭфЭЗЕФЭтБэЃКзїЮЊКИНгЭфЭЗЕФЭтБэРДЫЕЃЌФЧУДЮвУЧЫЕвЛЯТКИНгЭфЭЗЕФЭтБэАЩЁЃ КИНгЭфЭЗЕФЭтБэЖМЪЧЙЬЖЈЕФЃЌЕБШЛЃЌвЛАуКИНгЭфЭЗЕФЭтБэЖМЪЧИљОнИжЙмЕФВЛЭЌЖјНјаабЁдёКИНгЭфЭЗЕФВЛЭЌжЊЪЖЃЌЫљвдРДЫЕЃЌЮЊСЫБЃеЯКИНгЭфЭЗЕФЭтБэЃЌЭЈГЃИжЙмНјРДвдКѓЃЌШчЙћУЛгаБЛдКзгжЎжаЕФгъЫЎГхЯДЙ§ЃЌФЧУДКИНгЭфЭЗОЙ§ИпЮТЕФЭЦжЦЃЌвЛАуКИНгЭфЭЗЕФЭтБэЖМЪЧГіЯжСЫРЖЩЋЃЌЕБШЛЃЌ ШчЙћБЛгъЫЎГхЯДЙ§ЃЌЮвУЧдкНјааОЙ§ИпЮТНјааМгШШЃЌЫљМгШШГіРДЕФКИНгЭфЭЗЕФБэУцбеЩЋЖМЪЧКьЩЋЕФЁЃЕЋЪЧећЬхРДЫЕЃЌЮвУЧБЃжЄИжЙмВЛБЛгъЫЎГхЯДЪЧКмФбЕФЃЌвђЮЊОЭЪЧЯФЬьдКзгжЎжаБЛгъЫЎгаЮэЫЎГхЯДЙ§вдКѓЃЌФЧУДЫљЭЦжЦГіРДЕФКИНгЭфЭЗЕФБэУцвВЪЧКьЩЋЕФЁЃ
2ЁЂЙЄвеСїГЬ:
ЮоЗьЭфЭЗ:ЭфЭЗЪЧгУгкЙмЕРзЊЭфДІЕФвЛжжЙмМўЁЃдкЙмЕРЯЕЭГЫљЪЙгУЕФШЋВПЙмМўжаЃЌЫљеМБШР§зюДѓЃЌдМЮЊ80%ЁЃЭЈГЃЃЌЖдВЛЭЌВФСЯЛђБкКёЕФЭфЭЗбЁдёВЛЭЌЕФГЩаЮЙЄвеЁЃФПЧАЃЌжЦдьГЇГЃгУЕФЮоЗьЭфЭЗГЩаЮЙЄвегаШШЭЦЁЂГхбЙЁЂМЗбЙЕШЁЃ
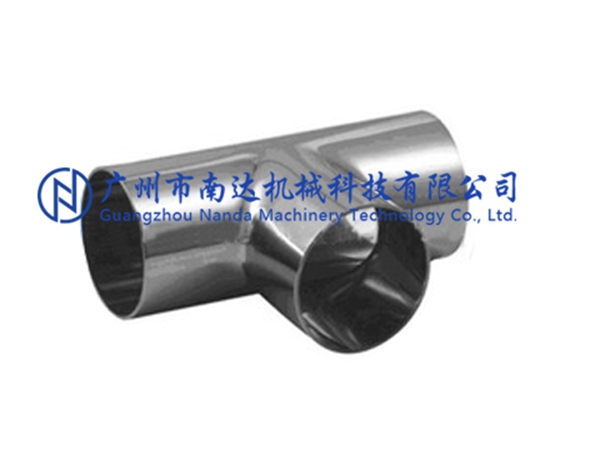
ШШЭЦГЩаЮ
永盈彩票ШШЭЦЭфЭЗГЩаЮЙЄвеЪЧВЩгУзЈгУЭфЭЗЭЦжЦЛњЁЂаОФЃКЭМгШШзАжУЃЌЪЙЬздкФЃОпЩЯЕФХїСЯдкЭЦжЦЛњЕФЭЦЖЏЯТЯђЧАдЫЖЏЃЌдкдЫЖЏжаБЛМгШШЁЂРЉОЖВЂЭфЧњГЩаЮЕФЙ§ГЬЁЃ ШШЭЦЭфЭЗЕФБфаЮЬиЕуЪЧИљОнН№ЪєВФСЯЫмадБфаЮЧАКѓЬхЛ§ВЛБфЕФЙцТЩШЗЖЈЙмХїжБОЖЃЌЫљВЩгУЕФЙмХїжБОЖаЁгкЭфЭЗжБОЖЃЌЭЈЙ§аОФЃПижЦХїСЯЕФБфаЮЙ§ГЬЃЌЪЙФкЛЁДІБЛбЙЫѕЕФН№ЪєСїЖЏЃЌВЙГЅЕНвђРЉОЖЖјМѕБЁЕФЦфЫќВПЮЛЃЌДгЖјЕУЕНБкКёОљдШЕФЭфЭЗЁЃШШЭЦЭфЭЗГЩаЮЙЄвеОпгаЭтаЮУРЙлЁЂБкКёОљдШКЭСЌајзївЕЃЌЪЪгкДѓХњСПЩњВњЕФЬиЕуЃЌвђЖјГЩЮЊЬМИжЁЂКЯН№ИжЭфЭЗЕФжївЊГЩаЮЗНЗЈЃЌВЂвВгІгУдкФГаЉЙцИёЕФВЛатИжЭфЭЗЕФГЩаЮжаЁЃГЩаЮЙ§ГЬЕФМгШШЗНЪНгажаЦЕЛђИпЦЕИагІМгШШЃЈМгШШШІПЩЮЊЖрШІЛђЕЅШІЃЉЁЂЛ№бцМгШШКЭЗДЩфТЏМгШШЃЌВЩгУКЮжжМгШШЗНЪНЪгГЩаЮВњЦЗвЊЧѓКЭФмдДЧщПіОіЖЈЁЃ
ГхбЙГЩаЮ
ГхбЙГЩаЮЭфЭЗЪЧзюдчгІгУгкХњСПЩњВњЮоЗьЭфЭЗЕФГЩаЮЙЄвеЃЌФПЧАЃЌдкГЃгУЙцИёЕФЭфЭЗЩњВњжавбБЛШШЭЦЗЈЛђЦфЫќГЩаЮЙЄвеЫљЬцДњЃЌЕЋдкФГаЉЙцИёЕФЭфЭЗжавђЩњВњЪ§СПЩйЁЂБкКёЙ§КёЛђЙ§БЁЁЃ
ВњЦЗгаЬиЪтвЊЧѓЪБШддкЪЙгУЁЃЭфЭЗЕФГхбЙГЩаЮВЩгУгыЭфЭЗЭтОЖЯрЕШЕФЙмХїЃЌЪЙгУбЙСІЛњдкФЃОпжажБНгбЙжЦГЩаЮЁЃ
дкГхбЙЧАЃЌЙмХїАкЗХдкЯТФЃЩЯЃЌНЋФкаОМАЖЫФЃзАШыЙмХїЃЌЩЯФЃЯђЯТдЫЖЏПЊЪМбЙжЦЃЌЭЈЙ§ЭтФЃЕФдМЪјКЭФкФЃЕФжЇГХзїгУЪЙЭфЭЗГЩаЮЁЃ
гыШШЭЦЙЄвеЯрБШЃЌГхбЙГЩаЮЕФЭтЙлжЪСПВЛШчЧАепЃЛГхбЙЭфЭЗдкГЩаЮЪБЭтЛЁДІгкРЩьзДЬЌЃЌУЛгаЦфЫќВПЮЛЖргрЕФН№ЪєНјааВЙГЅЃЌЫљвдЭтЛЁДІЕФБкКёдММѕБЁ10%зѓгвЁЃЕЋгЩгкЪЪгУгкЕЅМўЩњВњКЭЕЭГЩБОЕФЬиЕуЃЌЙЪГхбЙЭфЭЗЙЄвеЖргУгкаЁХњСПЁЂКёБкЭфЭЗЕФжЦдьЁЃГхбЙЭфЭЗЗжРфГхбЙКЭШШГхбЙСНжжЃЌЭЈГЃИљОнВФСЯаджЪКЭЩшБИФмСІбЁдёРфГхбЙЛђШШГхбЙЁЃ
永盈彩票РфМЗбЙЭфЭЗЕФГЩаЮЙ§ГЬЪЧЪЙгУзЈгУЕФЭфЭЗГЩаЮЛњЃЌНЋЙмХїЗХШыЭтФЃжаЃЌЩЯЯТФЃКЯФЃКѓЃЌдкЭЦИЫЕФЭЦЖЏЯТЃЌЙмХїбиФкФЃКЭЭтФЃдЄСєЕФМфЯЖдЫЖЏЖјЭъГЩГЩаЮЙ§ГЬЁЃ
永盈彩票ВЩгУФкЭтФЃРфМЗбЙЙЄвежЦдьЕФЭфЭЗЭтаЮУРЙлЁЂБкКёОљдШЁЂГпДчЦЋВюаЁЃЌЙЪЖдгкВЛатИжЭфЭЗЬиБ№ЪЧБЁБкЕФВЛатИжЭфЭЗГЩаЮЖрВЩгУетвЛЙЄвежЦдьЁЃетжжЙЄвеЫљЪЙгУЕФФкЭтФЃОЋЖШвЊЧѓИпЃЛЖдЙмХїЕФБкКёЦЋВювЊЧѓвВБШНЯПСПЬЁЃ
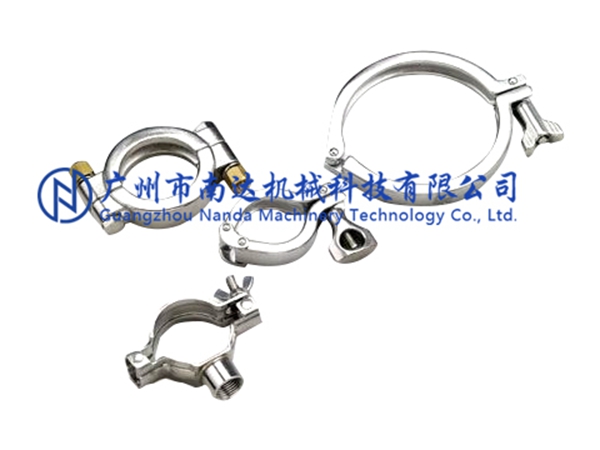
жаАхКИжЦ
永盈彩票гУжаАхгУбЙСІЛњзіГЩЭфЭЗЦЪУцЕФвЛАыЃЌШЛКѓАбСНИіЦЪУцКИНгЕНвЛЦ№ЁЃетбљЕФЙЄвевЛАугУРДзїDN700вдЩЯЕФЭфЭЗЕФЁЃ
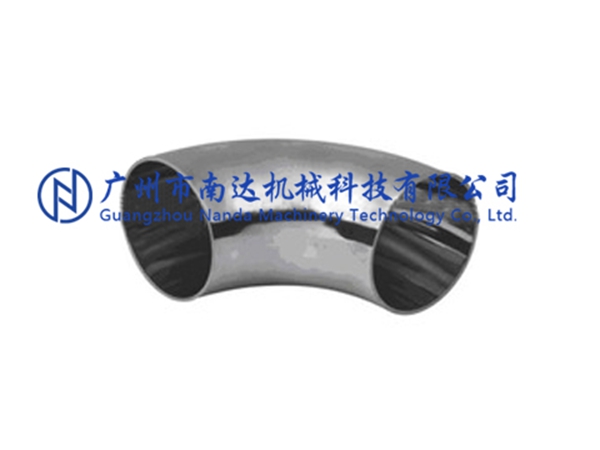
ЦфЫќГЩаЮ
Г§ЩЯЪіШ§жжГЃгУЕФГЩаЮЙЄвевдЭтЃЌЮоЗьЭфЭЗГЩаЮЛЙгаВЩгУНЋЙмХїМЗбЙЕНЭтФЃКѓЃЌдйЭЈЙ§ЙмХїФкЭЈЧђећаЮЕФГЩаЮЙЄвеЁЃЕЋетжжЙЄвеЯрЖдИДдгЁЂВйзїТщЗГЃЌЧвГЩаЮжЪСПВЛШчЧАЪіЙЄвеЃЌЙЪНЯЩйВЩгУЁЃ
ЖЉЙКЃК
ЯрЙиаТЮХ
- ЗДгІИЊжївЊзщГЩВПМўНщЩм [ 2024-06-25 ]
- ЗДгІИЊжївЊзщГЩВПМўНщЩм
- ROФЄЙ§ТЫЩшБИЪЙгУЧАзМБИ [ 2024-06-25 ]
- ROФЄЙ§ТЫЩшБИЪЙгУЧАзМБИ
- ЧђаЮХЈЫѕЦїЪЪКЯХЈЫѕЕФЮяСЯ [ 2024-06-25 ]
- ЧђаЮХЈЫѕЦїЪЪКЯХЈЫѕЕФЮяСЯ
- ШчКЮбЁдёЪЪКЯЕФецПеХЈЫѕЩшБИ [ 2024-06-25 ]
- ШчКЮбЁдёЪЪКЯЕФецПеХЈЫѕЩшБИ
- ввДМПЩвддкЗДгІИЊжаЪЙгУТ№ [ 2024-06-25 ]
- ввДМПЩвддкЗДгІИЊжаЪЙгУТ№
- ВЛатИжЗлЬхДЂЙоЕФгХЪЦКЭгІгУ [ 2024-06-25 ]
- ВЛатИжЗлЬхДЂЙоЕФгХЪЦКЭгІгУ





